В производстве удобрений, кормов, горнодобывающей промышленности и других отраслях гранулированные продукты стали основным продуктом на рынке благодаря таким преимуществам, как удобство транспортировки, точность дозирования и равномерное растворение. Будучи основным оборудованием для преобразования сырья в гранулы, линия тарельчатой грануляции широко используется на малых и средних производственных линиях благодаря своей компактной конструкции, высокой скорости грануляции и низкому энергопотреблению. Сегодня мы подробно разберем технологический процесс линии тарельчатой грануляции, от предварительной обработки сырья до упаковки гранул, чтобы увидеть, как она может обеспечить качественный скачок эффективности вашего производства.

Первый этап: предварительная обработка сырья, закладывающая прочную основу для грануляции
Качество гранул определяется этапом предварительной обработки сырья. Система предварительной обработки линии тарельчатой грануляции, являясь «форпостом» производственной линии, отвечает за измельчение сырья до состояния, пригодного для грануляции.
Блочное сырье (например, фосфатный порошок и гипсовые блоки) необходимо грубо измельчить в щековой дробилке и тонко – в ударной дробилке, чтобы размер частиц не превышал 5 мм. Дробилка оснащена износостойкими молотами из высокомарганцевой стали и может перерабатывать 8–20 тонн сырья в час. Частицы измельченного материала однородны, что позволяет избежать неравномерной грануляции, вызванной крупными кусками сырья.
Если сырье представляет собой влажный порошок (например, ферментированное органическое удобрение), влажность необходимо снизить до 15–20% с помощью барабанной сушилки. Сушилка оснащена трёхслойной копировальной плитой, которая имеет на 30% более высокий тепловой КПД по сравнению с традиционным оборудованием и позволяет точно контролировать влажность выгружаемого материала: слишком высокая влажность приведёт к слипанию частиц, а слишком низкая – к затруднению формования. Точный контроль этого звена напрямую увеличивает скорость последующей грануляции до более чем 85%.
Наконец, предварительно обработанное сырье поступает на вибросито для сортировки и просеивания с целью удаления некондиционных частиц, что гарантирует отклонение размера частиц сырья, поступающего на стадию грануляции, не более 1 мм. Просеянное сырье транспортируется в дисковый гранулятор по шнековому конвейеру для подготовки к следующему этапу.
Шаг 2: Дисковая грануляция – «волшебная трансформация» стержневого звена
Дисковый гранулятор – это «сердце» всей производственной линии. Принцип его работы кажется простым, но он скрывает множество технических деталей. При вращении наклонного диска диаметром 2–5 метров (угол наклона регулируется в диапазоне 30–50°) сырье постепенно скатывается в шарики под действием центробежной силы, трения и силы тяжести.
В процессе грануляции удобрений распылительное устройство на краю диска будет точно распылять связующее вещество (например, раствор хлорида аммония), а сырье будет продолжать адсорбироваться и расти под действием силы жидкостного мостика, образуя однородные частицы размером 3–8 мм. В процессе грануляции скорость вращения диска можно регулировать с помощью частотно-регулируемого двигателя (обычно 10–20 об/мин). Слишком высокая скорость приведет к получению слишком мелких частиц, а слишком низкая – к низкой эффективности грануляции. Правильная регулировка позволит одному диску производить 3–5 тонн качественных частиц в час.
Для гранулирования кормов дисковый гранулятор также может быть оснащен системой паровой обработки. Впрыск высокотемпературного пара для размягчения сырья позволяет не только уничтожить патогены в сырье, но и повысить твердость гранул на 20%, что делает их более прочными при хранении и транспортировке. Кроме того, внутренняя поверхность диска изготовлена из натурального каучука, что не только снижает износ материала, но и снижает уровень шума, делая рабочую среду более комфортной.
Шаг 3: Сушка и охлаждение гранул для повышения долговечности готового продукта
Гранулы, выходящие из дискового гранулятора, имеют высокую влажность (около 25%) и мягкую текстуру. Для соответствия стандартам хранения и транспортировки их необходимо высушить и охладить.
Основной движущей силой процесса сушки является вращающаяся барабанная сушилка. В качестве среды она использует горячий воздух и снижает влажность гранул до менее 5% за счет нагрева в потоке или противотоком. Концевая часть сушилки оснащена онлайн-датчиком влажности для контроля влажности на выходе в режиме реального времени. При превышении стандарта система автоматически регулирует температуру горячего воздуха (регулируется в диапазоне 80–150 °C), чтобы обеспечить стабильное качество каждой партии гранул.
Температура высушенных гранул достигает 60–80 °C, а прямая упаковка приводит к образованию внутренней влаги и агломерации. В этот момент вступает в действие охладитель: благодаря противоточной системе воздушного охлаждения холодный воздух полностью контактирует с горячими гранулами, и температура гранул может быть снижена до комнатной температуры ±5 °C в течение 30 минут. Твёрдость охлаждённых гранул увеличивается до более чем 2,5 кгс, а прочность на сжатие на 40% выше, чем у неохлаждённых продуктов, что позволяет легко выдерживать экструзию и столкновения при дальних перевозках.
Четвертый этап: просеивание и упаковка – «финальная проверка» перед отправкой гранул с завода.
Охлажденные гранулы не отправляются напрямую с завода, а дважды просеиваются на сортировочном сите готовой продукции для отделения слишком крупных и слишком мелких частиц и возвращаются в гранулятор для повторной переработки. Это позволяет повысить выход готового продукта до более чем 95%.
Последний этап – упаковочный участок. Просеянные гранулы поступают в упаковочный автомат по ленточному конвейеру. Упаковочный автомат может выбирать упаковочные пакеты различной грузоподъемности, например, 25 кг и 50 кг, в зависимости от потребностей. Он оснащен датчиком веса и автоматическим зашивочным устройством и может упаковывать 300–500 пакетов в час. Упакованные пакеты с гранулами аккуратно укладываются паллетизатором для удобства хранения и транспортировки.
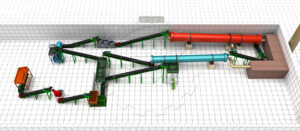
Схема конфигурации линии дисковой грануляции для различных условий
Гибкость линии дисковой грануляции позволяет адаптировать её к потребностям различных отраслей. В качестве примера рассмотрим производственную линию производительностью 5 тонн в час:
Линия по производству органических удобрений: оснащена дробилкой + ворошителем для ферментации + сушилкой + дисковым гранулятором + охладителем + упаковочной машиной. Особое внимание уделяется зрелости сырья и контролю влажности. Гранулы после грануляции имеют круглую форму, а содержание органического вещества достигает 90%.
Линия по производству комплексных удобрений: оснащена смесителем и машиной для нанесения покрытия, которая после грануляции покрывает гранулы антислеживающей плёнкой, что подходит для производства смешанных удобрений, содержащих азот, фосфор и калий. Прочность гранул достигает 3,5 кгс, что соответствует требованиям транспортировки на большие расстояния.
После того, как производитель органических удобрений внедрил линию дискового гранулирования, производительность производства выросла с 8 до 30 тонн в сутки, затраты на рабочую силу снизились на 60%, а цена гранул достигла 100 юаней за тонну благодаря привлекательному внешнему виду. Это подтверждает поговорку: правильный выбор линии гранулирования может не только снизить затраты, но и повысить эффективность и цены.
Если вы планируете проект по производству пеллет, вы можете разработать специальную линию дискового гранулирования, исходя из характеристик сырья и производственных требований. Только оптимизировав весь процесс, от предварительной обработки до упаковки, можно добиться роста прибыли от каждого готового продукта. Для получения дополнительной информации посетите сайт:https://www.sxmashina.com/liniya-po-proizvodstvu-diskovoy-granulyatsii/